What is Chemical Reactor? Types, Working, Parts With Pdf
Article Contents
Chemical Reactor

What is Chemical Reactor? A chemical reactor is a crucial apparatus in chemical engineering, facilitating controlled chemical reactions to produce desired products. It typically consists of a vessel where reactants are combined under specific conditions. These conditions, including temperature, pressure, and catalyst presence, influence reaction rates and selectivity. Reactors vary in design, such as batch reactors for small-scale production or continuous-flow reactors for large-scale operations. Safety measures are paramount to handle potentially hazardous reactions. Reactor types range from simple stirred-tank reactors to intricate designs like plug-flow reactors. Engineers optimize reactor parameters to maximize efficiency, yield, and product quality, making chemical reactors indispensable in diverse industries.
What is Chemical Reactor?

A chemical reactor is a vessel where chemical reactions are controlled and managed to produce desired products. It can be a batch or continuous-flow system, employing specific conditions like temperature and pressure. Reactors play a pivotal role in chemical engineering, influencing reaction rates and product quality across various industrial processes.
Types of Chemical Reactor

Type Based on MOC are as bellow,
- SS Reactor
- MS Reactor
- GLR Reactor
- MSGL Reactor
- Glass Reactor
- Monel Reactor
SS Reactor
types of chemical reactor
The Stainless Steel (SS) reactor stands as a cornerstone in chemical, pharmaceutical, and food industries, distinguished by its exceptional corrosion resistance and durability. Crafted from stainless steel alloys such as 316 or 304, these reactors excel in environments demanding hygiene, reliability, and long-term performance. The robust construction ensures resilience against chemical degradation, making them vital for various chemical processes. Stainless steel reactors are versatile, adapting to diverse applications where stringent quality standards are paramount. Their enduring popularity reflects a harmonious amalgamation of material integrity and functionality, making them indispensable in modern industrial settings requiring dependable and hygienic process vessels, What is Chemical Reactor.
MS Reactor
The Mild Steel (MS) reactor is a cost-effective and widely utilized vessel in chemical processing. Constructed from mild steel, it offers economic advantages while serving various industrial applications. Despite its susceptibility to corrosion, MS reactors find use in processes where corrosion resistance is not the primary concern, striking a balance between affordability and functionality. Commonly applied in sectors such as petrochemicals, water treatment, and general chemical synthesis, MS reactors demonstrate versatility in accommodating a range of chemical processes. Their straightforward design and cost efficiency make them integral components in industries where specific material properties are not critical for operation, .
GLR Reactor
The Gas-Liquid Reactor (GLR) is an essential apparatus designed for precise control over reactions involving both gases and liquids. Its primary purpose is to facilitate efficient mass transfer and mixing between the gaseous and liquid phases, crucial for processes where these interactions influence reaction rates and product formation. Industries such as petrochemicals, pharmaceuticals, and specialty chemicals benefit from the GLR reactor’s ability to optimize conditions, ensuring enhanced product quality and yield. By providing a controlled environment for gas-liquid reactions, the GLR reactor proves instrumental in research, development, and large-scale production processes, contributing to the advancement of diverse chemical engineering applications, What is Chemical Reactor.
Glass Reactor
A glass reactor is a specialized vessel extensively used in laboratories and small-scale production for conducting chemical reactions. Its distinctive feature lies in the transparent glass construction, allowing researchers to visually observe the entire reaction process in real-time. This transparency is invaluable for studying reaction kinetics, phase changes, and overall reaction dynamics. While primarily employed for research purposes due to the material’s limitations with certain chemicals and high-pressure conditions, glass reactors play a pivotal role in elucidating fundamental principles of chemistry. Their application spans a wide array of industries, contributing significantly to scientific discovery and process optimization, What is Chemical Reactor.
MSGL Reactor
The MSGL reactor combines the structural strength of mild steel with the chemical resistance of a glass lining, offering a versatile solution for processes demanding both durability and protection against corrosive substances. This reactor type finds widespread application in industries such as pharmaceuticals, specialty chemicals, and agrochemicals. The mild steel provides a sturdy framework, while the glass lining shields against corrosive attack, ensuring longevity and reliability. MSGL reactors are instrumental in processes where the corrosive nature of reactants necessitates robust protection, striking a balance between cost-effectiveness and the preservation of equipment integrity in demanding chemical environments, What is Chemical Reactor.
Monel Reactor
A Monel reactor is an engineering marvel crafted from the nickel-copper alloy Monel, renowned for its exceptional resistance to corrosion in harsh environments. This reactor type finds paramount application in industries dealing with aggressive chemicals, such as petrochemicals and chemical processing. The inherent corrosion resistance of Monel ensures longevity and reliability, even in corrosive conditions, making it a preferred choice for critical processes. The alloy’s unique properties, including resistance to acids, alkalis, and various corrosive agents, contribute to the Monel reactor’s prominence, offering a robust solution for chemical reactions where material integrity is paramount for sustained performance and safety.
Chemical Reactor Types
Base on Application Chemical Reactor Types are,
- Batch Reactor
- Continuous Stirred-Tank Reactor (CSTR)
- Plug-Flow Reactor (PFR)
- Packed-Bed Reactor
- Fluidized-Bed Reactor
- Membrane Reactor
- Photobioreactor Reactor
- Enzyme Reactor
Batch Reactor
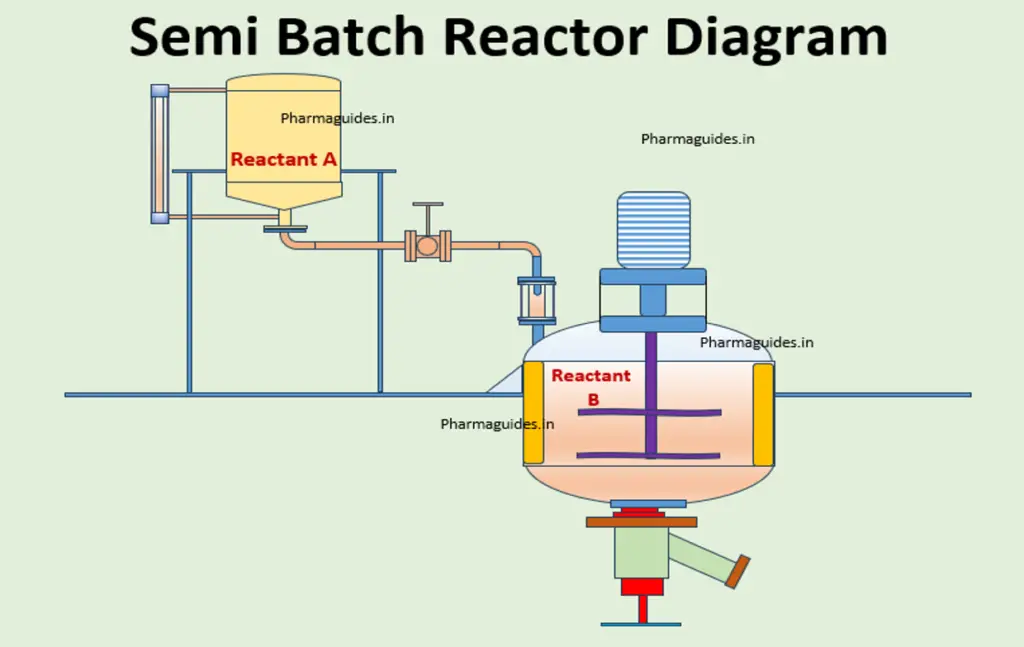
A batch reactor is a closed system extensively used in the chemical industry for the production of a finite quantity of a specific product. In this reactor, raw materials are loaded, What is Chemical Reactor and the entire reaction occurs in a single batch, making it suitable for small-scale or laboratory processes. After completion, the reactor is emptied, cleaned, and recharged for the next batch. Batch reactors offer precise control over reaction parameters, making them ideal for processes where changing conditions are necessary. They find application in pharmaceuticals, specialty chemicals, and research settings, providing flexibility and ease of operation for varied reactions, What is Chemical Reactor.
Continuous Stirred-Tank Reactor (CSTR)
A Continuous Stirred-Tank Reactor (CSTR) is a key component in chemical engineering, designed for continuous production of chemicals. In a CSTR, reactants are continuously fed into a well-mixed tank, and products are simultaneously withdrawn, allowing a steady state of reaction conditions. The reactants undergo constant agitation to ensure uniform mixing, promoting efficient heat and mass transfer. This reactor type is favored for its simplicity, scalability, and versatility in handling various chemical processes. Widely used in large-scale industrial applications, CSTRs provide reliable and continuous production, playing a vital role in processes like fermentation, water treatment, and chemical synthesis, What is Chemical Reactor.
Plug Flow Reactor (PFR)
A Plug-Flow Reactor (PFR) is a chemical reactor where reactants move through the reactor in a plug-like, non-mixing manner. The reactants enter one end of a tube or pipe, and as they flow through the length, they experience minimal transverse mixing. This design ensures that each particle or element of fluid follows a distinct path without significant interaction with neighboring particles, What is Chemical Reactor.
PFRs are particularly suitable for reactions where precise control of residence time and minimal side reactions are crucial. They find application in chemical processing, petrochemical industries, and various reactions requiring efficient control over reactant contact time. The PFR design allows for better understanding and manipulation of reaction kinetics in continuous-flow systems, What is Chemical Reactor.
Packed Bed Reactor
A Packed Bed Reactor is a type of chemical reactor in which a bed of solid particles, often a catalyst or inert packing material, is used to facilitate chemical reactions. Reactants flow through the packed bed, allowing intimate contact with the solid surface, promoting efficient mass transfer and reaction. The arrangement of the packed particles enhances surface area and provides a platform for catalysis, What is Chemical Reactor.
Packed Bed Reactors are widely employed in processes such as catalytic cracking in petroleum refining, gas-solid reactions, and various chemical synthesis applications. They offer advantages in terms of heat and mass transfer efficiency, making them essential in industries where precise control over reaction conditions is critical.
Fluidized Bed Reactor
A Fluidized Bed Reactor (FBR) is a type of chemical reactor in which a bed of solid particles is suspended and behaves like a fluid when gas or liquid flows through it. In a fluidized state, the particles exhibit fluid-like properties, including enhanced mixing and heat transfer. This design allows for excellent contact between the reactants and the catalyst or solid material within the bed, What is Chemical Reactor.
Fluidized Bed Reactors are commonly used in processes such as catalytic cracking in petroleum refining, combustion, chemical synthesis, and biomass gasification. The fluidized bed configuration provides efficient reaction conditions and is particularly effective for reactions involving gas-solid or liquid-solid systems, types of chemical reactor.
Photobioreactor Reactor
A Photobioreactor is a specialized reactor designed for cultivating photosynthetic microorganisms, such as algae or cyanobacteria. It provides controlled conditions, including light, temperature, and nutrient supply, to optimize biomass production. Photobioreactors are pivotal in applications like biofuel production, wastewater treatment, and the study of photosynthetic organisms for various industrial and environmental purposes, types of chemical reactor.
Enzyme Reactor
An Enzyme Reactor is a specialized vessel designed for processes involving enzymes as catalysts to facilitate biochemical reactions. Enzyme reactors provide an environment conducive to enzyme activity, maintaining optimal conditions such as temperature, pH, and substrate concentration. They are crucial in industries like biotechnology, pharmaceuticals, and food processing, where enzymes play a vital role in enhancing reaction rates and specificity for the production of various compounds, such as pharmaceuticals, biofuels, and specialty chemicals. Enzyme reactors contribute to the efficient and controlled synthesis of valuable products through biocatalysis, What is Chemical Reactor.
Chemical Reactor Parts
Chemical reactors consist of several essential parts, each contributing to the efficient and safe execution of chemical processes. Here are key components commonly found in chemical reactor systems, What is Chemical Reactor:
- Vessel: The main container that holds reactants and products during the chemical reaction.
- Agitator/Stirrer: Mechanisms for stirring or agitating the contents of the reactor, ensuring uniform mixing and heat distribution.
- Jacket: A jacket surrounds the reactor vessel, allowing temperature control by circulating a heating or cooling fluid.
- Heat Exchanger: Facilitates heat transfer to or from the reactor to maintain the desired temperature.
- Inlet/Outlet Ports: Openings for introducing and withdrawing reactants, products, or additional substances.
- Pressure Relief System: Ensures safety by releasing excess pressure during reactions.
- Sampling Ports: Allow periodic sampling of reaction contents for analysis.
- Instrumentation: Sensors and instruments for monitoring and controlling parameters like temperature, pressure, and flow rates, What is Chemical Reactor.
- Catalyst Addition Ports: Ports for introducing catalysts during the reaction.
- Reflux Condenser: A condenser that allows volatile substances to condense and return to the reactor.
- Safety Systems: Devices such as pressure relief valves and emergency shutdown systems for ensuring safe operation.
- Baffles: Internal structures that enhance mixing and prevent swirling of reactants.
- pH Control System: Equipment for maintaining and adjusting the pH of the reaction mixture.
- Level Indicator: Monitors and indicates the level of the reaction mixture inside the reactor.
- Insulation: Surrounding the reactor to minimize heat exchange with the surroundings.
These components work in concert to create a controlled environment for chemical reactions, allowing for efficient and safe production of desired products. The specific configuration and additional features depend on the type of reactor and the nature of the chemical processes involved.
Chemical Reactor Safety
Chemical reactor safety is paramount to prevent accidents, protect personnel, and ensure the integrity of the process. Several key safety considerations include:
- Materials of Construction: Choose materials that are compatible with the chemicals and conditions involved to prevent corrosion, leaks, or structural failures.
- Pressure Control: Implement mechanisms such as relief valves and pressure control systems to prevent overpressurization, minimizing the risk of vessel rupture.
- Temperature Control: Utilize effective cooling and heating systems to maintain temperatures within safe limits and prevent runaway reactions.
- Instrumentation and Monitoring: Employ sensors and monitoring devices for continuous tracking of temperature, pressure, and other critical parameters to detect deviations promptly.
- Emergency Shutdown Systems: Install systems that allow for rapid shutdown of the reactor in case of an emergency, preventing further escalation of hazardous situations.
- Ventilation and Containment: Ensure proper ventilation to control the release of gases or vapors, and design the reactor system with adequate containment measures to mitigate the impact of leaks.
- Training and Procedures: Provide comprehensive training to operators on handling emergencies, understanding reaction kinetics, and following established safety procedures.
- Hazardous Material Handling: Implement strict protocols for handling and transporting hazardous materials, including proper labeling, storage, and disposal practices.
- Personal Protective Equipment (PPE): Mandate the use of appropriate PPE, such as gloves, goggles, and protective clothing, to shield workers from potential exposure to hazardous substances.
- Process Hazard Analysis (PHA): Conduct thorough PHA studies, such as Hazard and Operability Studies (HAZOP) and Failure Mode and Effects Analysis (FMEA), to identify and mitigate potential risks.
- Fire Safety Measures: Install fire detection and suppression systems, and establish fire safety protocols to address potential fire hazards.
- Corrosion Management: Regularly inspect and maintain the reactor components to address corrosion issues and prevent equipment failure.
- Chemical Compatibility: Ensure compatibility of reactants, catalysts, and other chemicals to avoid unintended reactions that could lead to hazardous conditions.
- Isolation Devices: Implement isolation devices such as valves to quickly isolate sections of the reactor during emergencies or maintenance activities.
- Regulatory Compliance: Adhere to local and international safety regulations and standards to ensure legal compliance and the highest safety standards.
Continuous risk assessment, thorough planning, and adherence to safety protocols contribute to a secure chemical reactor operation, protecting both personnel and the surrounding environment.
Chemical Reactor Maintenance
Chemical reactor maintenance is crucial for ensuring the longevity, efficiency, and safety of the equipment. Here are key aspects of maintaining a chemical reactor:
- Regular Inspections: Conduct routine visual inspections to identify signs of wear, corrosion, or damage. Inspect critical components such as seals, gaskets, and instrumentation.
- Cleaning: Clean the reactor regularly to remove residues that may interfere with its performance. Ensure proper cleaning procedures are followed based on the reactor’s construction materials and the chemicals processed.
- Corrosion Management: Implement corrosion prevention measures, such as protective coatings or the use of corrosion-resistant materials, and regularly check for signs of corrosion.
- Instrument Calibration: Calibrate and test sensors and instrumentation regularly to ensure accurate readings. Faulty instruments can lead to inaccurate process control and safety risks.
- Seal and Gasket Inspection: Check seals and gaskets for wear and replace them as needed to maintain a tight and secure closure, preventing leaks.
- Pressure Relief Valve Testing: Test pressure relief valves periodically to ensure they function correctly in case of overpressure situations.
- Pipe and Tubing Inspection: Examine pipes and tubing for leaks, corrosion, or degradation. Replace any damaged components promptly.
- Bolt Tightening: Regularly check and tighten bolts and fasteners to prevent equipment loosening or failure. Follow proper torque specifications.
- Heat Exchanger Maintenance: Clean heat exchanger surfaces to maintain efficient heat transfer. Inspect for fouling or scaling that may reduce heat exchange effectiveness.
- Lubrication: Lubricate moving parts, such as agitators or stirring mechanisms, according to the manufacturer’s recommendations to reduce friction and wear.
- Valve Maintenance: Inspect and test valves for proper operation. Replace worn or damaged valves and ensure they are properly sealed to prevent leaks.
- Emergency Shutdown System Testing: Regularly test the emergency shutdown system to ensure its effectiveness in rapidly stopping the reactor in case of an emergency.
- Documentation and Records: Maintain comprehensive records of maintenance activities, inspections, and any repairs performed. This documentation aids in tracking the reactor’s history and informs future maintenance needs.
- Training: Ensure that maintenance personnel are adequately trained in handling the specific reactor system, including emergency procedures and safety protocols.
- Upgrades and Modernization: Consider implementing upgrades or modernization measures to enhance the reactor’s efficiency, safety features, and compliance with current standards, types of chemical reactor.
Regular and proactive maintenance practices are essential for the reliable and safe operation of chemical reactors, contributing to the overall success of chemical processes and preventing unexpected downtime, types of chemical reactor.
What is a Reactor in Chemical industry?
In the chemical industry, a reactor is a specialized vessel designed for controlled chemical reactions. These vessels, constructed from compatible materials, facilitate processes by containing reactants under specific conditions of temperature, pressure, and agitation. Reactors play a crucial role in manufacturing, influencing the efficiency and quality of diverse chemical products. They come in various types, each tailored to specific applications, such as batch reactors for smaller-scale processes or continuous stirred-tank reactors for larger-scale production in continuous flow.